Shandong Qilu lndustrial Co.,Ltd.
Forged Steel Rectangles vs. Rolled Bars: Why Internal Integrity Matters
In the world of heavy industrial manufacturing, the “spine” of a machine is only as strong as the raw material from which it is carved. When procurement managers are faced with the choice between rolled plate and Forged Steel Rectangles, the decision often comes down to more than just price per pound. It is a decision about internal integrity, grain flow, and long-term fatigue resistance.
For high-load applications—such as machinery bases, large-scale die blocks, or structural transition points—the directional properties of the steel are paramount. While rolled products are sufficient for general purposes, Forged Steel Rectangles offer a level of structural density that rolling mills simply cannot replicate.
Table of Contents
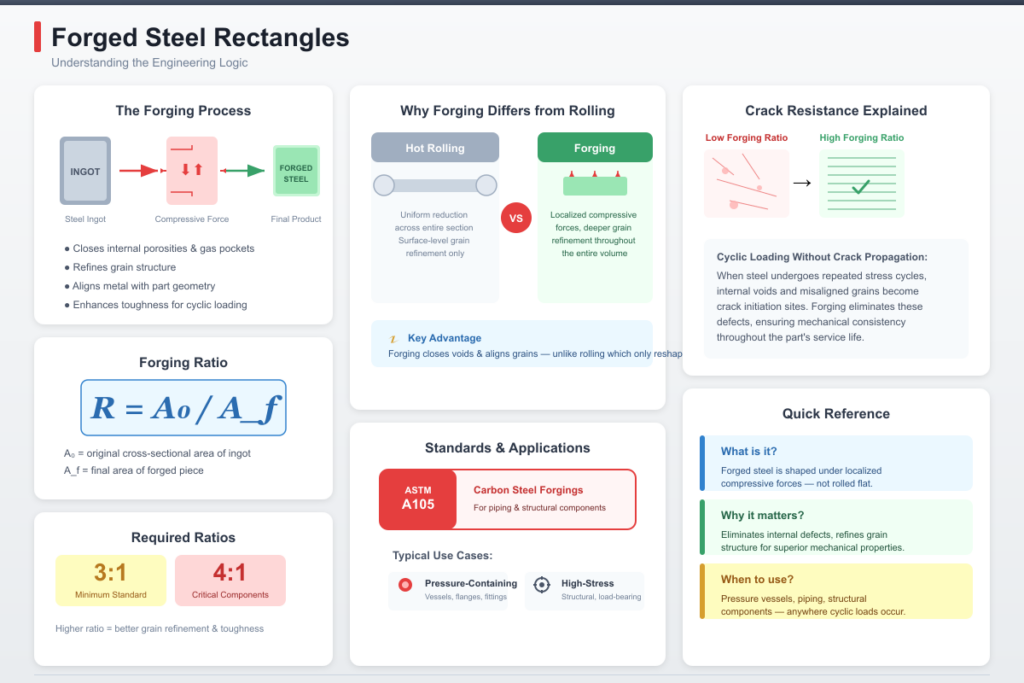
The Engineering Logic Behind Forged Steel Rectangles
What differentiates Forged Steel Rectangles from standard hot-rolled flats is the “reduction ratio.” During the forging process, the steel ingot is subjected to localized compressive forces that physically close internal porosities and gas pockets. This process refines the grain structure of the metal, aligning it with the geometry of the part.
In mechanical engineering terms, the forging ratio (R) is defined as:
Where Ao is the original cross-sectional area of the ingot and Ay is the final area of the forgedpiece. For critical load-bearing components, a ratio of 3:1 or 4:1 is often required to ensure thatthe Forged Steel Rectanglespossess the necessary toughness to withstand cyclic loadingwithout crack propagation.
According to the ASTM A105 standard, which governs carbon steel forgings for piping and structural components, the mechanical consistency provided by forging is essential for pressure-containing and high-stress applications.
Material Spotlight: 1045 Steel Blocks
When discussing carbon steel for machinery, the conversation inevitably leads to 1045 steel blocks. Grade 1045 is a medium-carbon steel that offers an exceptional balance of tensile strength, ductility, and price. In its forged state, a Forged flat bar made from 1045 steel exhibits far superior impact strength compared to its rolled counterpart.
The primary advantage of using 1045 steel blocks in a forged condition is their response to heat treatment. Because the forging process creates a more uniform chemical distribution (reducing segregation), the quenching and tempering (Q+T) process yields more predictable hardness depth. This is vital for gear racks, guide rails, and hydraulic manifolds where surface wear is a constant threat.
Customization and Construction: Custom Size Forged Carbon Steel Flats
Standardization is fine for hardware stores, but heavy industry thrives on the ability to source Custom size forged carbon steel flats for construction. When a project requires a non-standard thickness—perhaps a 14-inch thick mounting plate for a bridge support—rolled plates are rarely available or lack the through-thickness properties (Z-direction strength) required for the job.
Utilizing Forged Steel Rectangles allows engineers to specify the exact dimensions needed, minimizing “machining allowance.” This reduction in waste is a major cost-saver. For instance, ordering a Forged flat bar that is already close to the final dimensions reduces the hours spent on heavy milling, which is often the most expensive part of the fabrication cycle.
Furthermore, Custom size forged carbon steel flats for construction are often subjected to Ultrasonic Testing (UT) to ensure there are no internal “laminations”—a common defect in thick rolled plates where the center of the plate fails to bond during the rolling process.
Technical Comparison: Forged vs. Rolled Carbon Steel
The following table highlights why Forged Steel Rectangles are the preferred choice for high-integrity applications.
| Property | Forged Steel (1045/C45) | Rolled Steel (A36/S235) | Benefit of Forging |
| Grain Structure | Oriented & Refined | Elongated & Fragmented | Higher Fatigue Resistance |
| Internal Porosity | Virtually Eliminated | Potential for Micro-voids | Better Structural Integrity |
| Machining Response | Very Consistent | Can vary by “rolling direction” | Predictable Tool Wear |
| Reduction Ratio | High ($>3:1$) | Low to Medium | Superior Toughness |
| Through-Thickness (Z) | Excellent | Moderate to Poor | Prevents Lamellar Tearing |
Note: Data based on typical performance under ISO 683-1 standards.
Why Procurement Managers Choose Forged flat bars
From a purchasing perspective, the “total cost of ownership” is what matters. While the initial invoice for Forged Steel Rectangles might be higher than for rolled bars, the long-term savings are found in the shop. A Forged flat bar is less likely to warp during heavy machining because the internal stresses are more balanced.
When you invest in Forged Steel Rectangles, you are also investing in a cleaner steel. Forged products often undergo additional degassing processes, resulting in fewer non-metallic inclusions. This translates to a “bright” surface finish after machining, which is critical for components that require aesthetic chrome plating or precision grinding.
In 2026, as machinery operates at higher speeds and pressures, the safety margin provided by Forged Steel Rectangles is no longer a luxury—it is a requirement. Whether you are building a 500-ton press or a simple mounting bracket for a mining excavator, the internal integrity of the steel dictates the lifespan of the machine.
FAQ
Are Forged Steel Rectangles available in all carbon grades?
Yes, while 1018 and 1045 are the most common, we can forge rectangles in 1020, 1060, and even specialized alloy grades depending on the load requirements.
What is the maximum thickness for a Forged flat bar?
Unlike rolling mills that are limited by their gap width, forging presses can produce Forged Steel Rectangles up to 40 inches (1000mm) thick or more, depending on the press capacity.
Do 1045 steel blocks come pre-annealed?
Most 1045 steel blocks are supplied in the “As Forged” or “Annealed” condition. We recommend annealing to improve machinability before you begin the final shaping process.