Shandong Qilu lndustrial Co.,Ltd.
4140 Heat Treatment Guide: Maximizing Forged Alloy Steel Performance
Heavy machinery relies on the structural integrity of forged Alloy Steel. However, raw forgings cannot withstand high operational stresses alone. The critical factor for achieving peak mechanical performance is a strictly controlled 4140 heat treatment cycle. This thermal manipulation dictates the final balance between tensile strength and impact toughness.
Table of Contents
Pre-Treatment and Normalizing
Before reaching the hardening phase, machinability must be addressed. Engineers often ask how to anneal 4140 steel to prepare the forging for CNC machining. Annealing softens the material and relieves internal stresses generated during forging. A proper normalizing cycle ensures a uniform grain structure, setting a stable foundation for the subsequent 4140 heat treatment.
The Quenching Phase
The core strength of the material develops during quenching. The metal is heated above its austenitizing temperature and rapidly cooled in oil. Oil is the preferred medium in a standard 4140 heat treatment because it minimizes the risk of distortion. A flawless 4140 heat treatment at this stage creates a martensitic structure. This structure is very hard but must be modified immediately to produce reliable 4140 QT steel (Quenched and Tempered).
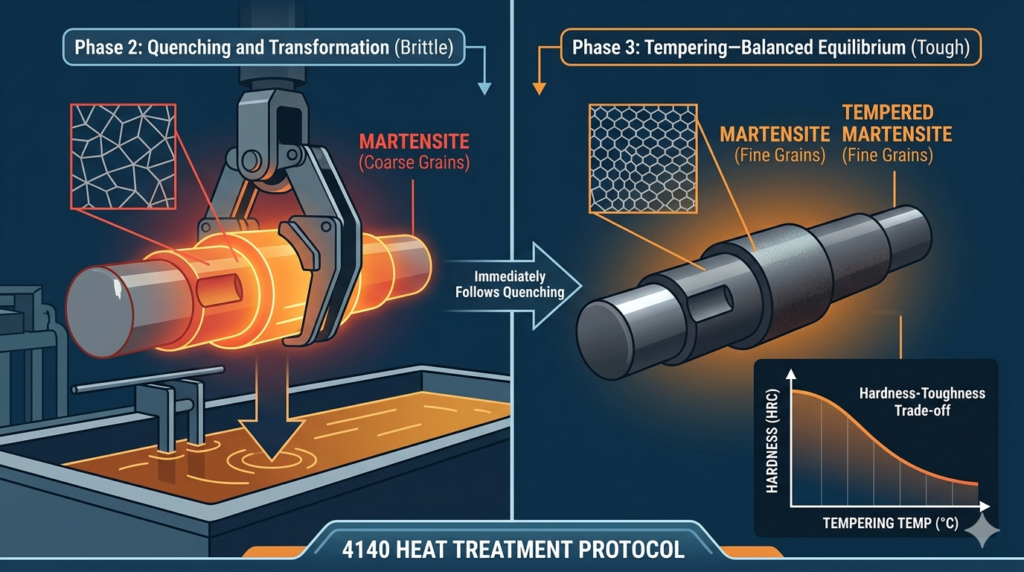
Tempering: Finding the Mechanical Sweet Spot
Tempering is the most critical variable in the entire 4140 heat treatment protocol. Reheating the quenched steel allows the martensite to stabilize. By adjusting the 4140 heat treatment temperature, metallurgists trade excess hardness for essential ductility.
Understanding this relationship is crucial. The following 4140 tempering temperature vs hardness chart outlines the typical mechanical responses:
| Tempering Temp (°C) | Hardness (HRC) | Tensile Strength (MPa) | Yield Strength (MPa) |
| 205 (400°F) | 54 | 1950 | 1780 |
| 315 (600°F) | 48 | 1640 | 1490 |
| 425 (800°F) | 40 | 1320 | 1180 |
| 540 (1000°F) | 32 | 1020 | 910 |
| 650 (1200°F) | 24 | 850 | 730 |
Data reference: ISO 683-2 standard for heat-treatable steels. [See official standard]
Avoiding Temper Brittleness
A major risk during the 4140 heat treatment of heavy components is temper brittleness. This drop in notch toughness occurs when the material is held between 250°C and 400°C. Quality control teams design the 4140 heat treatment cycle to strictly avoid prolonged exposure in this temperature window.
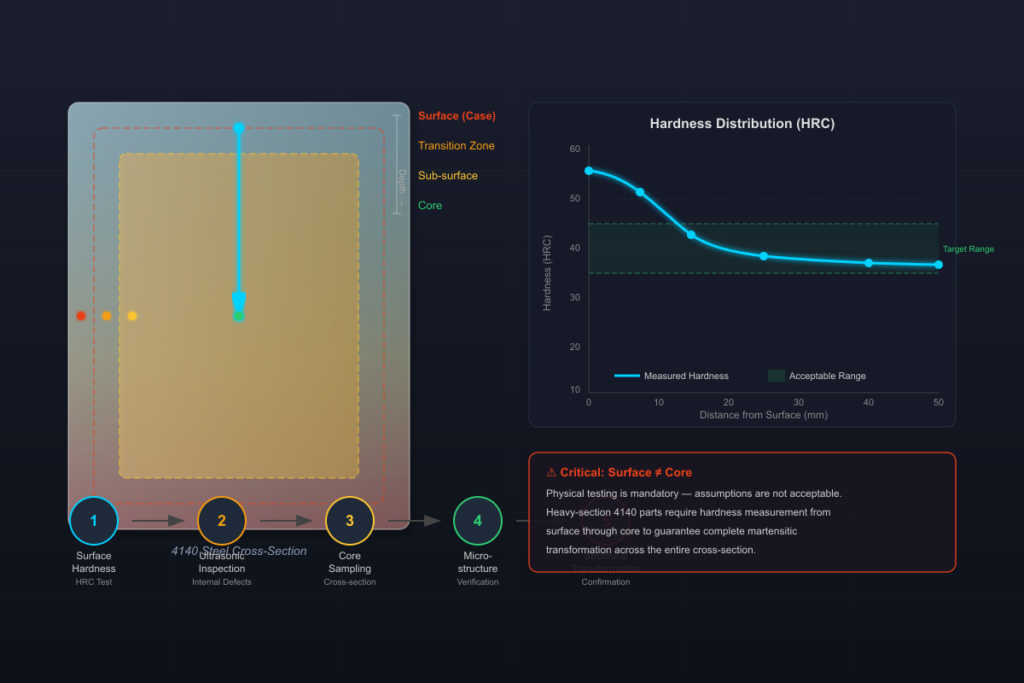
Quality Verification and Testing
You cannot assume the quenching and tempering process was successful without physical testing. For heavy-section parts, evaluating the 4140 heat treatment requires more than a simple surface check. A thorough 4140 heat treatment audit includes measuring the 4140 steel hardness after heat treatment from the surface down to the core. This guarantees complete structural transformation.
Data-Driven Processing
Specifying the correct thermal parameters is vital for industrial safety. By implementing a data-driven 4140 heat treatment strategy, manufacturers guarantee that their components will perform safely under extreme loads. Ultimately, the reliability of any high-strength forged Alloy Steel part depends entirely on the precision of its 4140 heat treatment.
Data-Driven Processing
The structural superiority of forged Alloy Steel is not a result of the forging hammer alone, but the culmination of a scientifically calibrated 4140 heat treatment strategy. By meticulously managing the quenching and tempering process, manufacturers can transform a standard raw forging into a high-performance component capable of enduring extreme mechanical fatigue.
Whether your application demands the maximum 4140 steel hardness after heat treatment for wear resistance or high ductility for shock loading, the data-driven approach to 4140 heat treatment remains the industry’s gold standard. As global engineering standards like ISO 683-2 continue to evolve, staying committed to these rigorous thermal protocols ensures that your forged Alloy Steel products consistently surpass the most demanding safety and performance benchmarks in the field.
FAQ
What is the best quenching medium for 4140?
Oil. It provides a moderate cooling rate that hardens the steel while preventing quench cracks.
Can I re-temper a part if the hardness is too high?
Yes. You can process the part again at a higher tempering temperature to further reduce the hardness.
Why is tempering mandatory after quenching?
Untempered martensite is too brittle. Tempering restores the impact toughness required for dynamic field applications.