Shandong Qilu lndustrial Co.,Ltd.
Forging Defects Prevention: How to Reduce Cracks, Laps, and Internal Voids
Forging defects prevention starts before the hammer, press, or furnace runs. Buyers worry about one thing: will the forged part fail early because of cracks, laps, inclusions, porosity, overheating, or hidden internal voids? This guide explains how defects form, how process control reduces risk, and what inspection records buyers should request before approving steel forgings for critical service.
Table of Contents
Why Does Forging Defects Prevention Matter for Service Life?
Forgings are often selected for shafts, rings, blocks, discs, flanges, gear blanks, and heavy machinery parts because the process can improve strength and grain flow when it is controlled correctly. The Wikipedia article on forging explains that forging shapes metal using localized compressive forces, which is why the process is widely used for high-strength components.
But forging is not automatically defect-free. Poor billet quality, wrong heating, insufficient deformation, sharp die corners, poor metal flow, aggressive cooling, or weak inspection can still create serious problems.
Forging defects prevention matters because small defects can become large service risks. A surface crack can grow under fatigue. A lap can behave like a built-in notch. Internal voids can reduce load-bearing capacity. Inclusions can become crack initiation points.
For general applications, buyers may only need standard inspection. For critical custom forged components, the inspection plan should be agreed before production starts, not after machining.
What Are the Common Defects in Steel Forgings?
The common defects in steel forgings can be grouped into surface defects, internal defects, and process-related metallurgical defects.
| Defect Type | Typical Examples | Why It Matters |
|---|---|---|
| Surface defects | forging cracks, forging laps, folds, scale pits | May become fatigue or sealing failures |
| Internal defects | internal voids, porosity, shrinkage, inclusions | May reduce strength and reliability |
| Shape defects | underfill, mismatch, distortion | May affect machining allowance and assembly |
| Heat-related defects | overheating, overburning, coarse grain | May reduce toughness and service life |
A 2023 open-access study on measuring and detecting forged product defects classifies forged product defects into shape defects, external and internal surface defects, and structural defects. That is a useful reminder: a forging defect is not only what the eye can see.
Forging defects prevention should therefore combine process control and inspection. Visual inspection alone is not enough when internal forging defects are a concern.
What Causes Forging Cracks and How Can They Be Prevented?
Forging cracks usually form when the metal cannot deform safely under the applied stress. This may happen because the forging temperature is too low, deformation is too severe, the steel has poor ductility, cooling is too fast, or stress concentration is created by sharp geometry.
Practical ways to reduce forging cracks include:
1.selecting clean and suitable billet material
2.controlling furnace temperature and soaking time
3.avoiding excessive deformation in one pass
4.using proper preforming steps
5.avoiding sharp transitions in die or part design
6.controlling cooling after forging
7.verifying heat treatment parameters
Forging defects prevention is strongest when cracking risk is considered during process planning. If a part has heavy sections, thin ribs, deep shoulders, or sudden section changes, the forging route should be reviewed before production.
For large open die forgings for large components, the risk is often linked to billet condition, deformation ratio, heating uniformity, and operator control. That is why heavy components need a clear forging plan, not only a final dimensional drawing.
Why Do Forging Laps Form During Metal Flow?
Forging laps form when metal folds over itself and the folded surface is pressed into the part instead of being welded into a sound structure. The defect may look small on the surface, but it can create a weak line under load.
Typical causes include:
- poor die design
- incorrect preform shape
- excessive flash or metal flow
- low temperature at the fold area
- scale trapped during deformation
- wrong billet size
- insufficient lubrication or poor flow control
Forging laps are especially dangerous because they can be mistaken for shallow surface marks. After machining, a lap may open or become visible along a critical surface.To reduce laps, the forging supplier should control preforming, die radii, billet volume, flash design, and metal flow direction. For forged steel parts with complex geometry, simulation or trial forging may be needed before full production.
Forging defects prevention should treat forging laps as a process design issue, not only a final inspection issue.

What Causes Internal Forging Defects Like Voids and Porosity?
Internal forging defects are more difficult because they may not appear on the surface. Voids, porosity, shrinkage remnants, and internal separations can remain inside the forging if the starting billet is poor or if deformation is not enough to close internal discontinuities.
Open die forging can help reduce internal looseness when sufficient deformation is applied. However, large sections require careful control of forging ratio, temperature, reduction sequence, and reheating cycles.
Buyers of heavy shafts, forged blocks, or forged rings should ask how the supplier controls internal soundness. A large component may need ultrasonic testing because external appearance cannot prove internal quality.
Forging defects prevention for internal defects should start with:
- billet quality review
- steelmaking and ingot condition
- forging ratio planning
- temperature uniformity
- reduction sequence
- heat treatment control
- ultrasonic inspection
If the part is safety-related, internal forging defects should be treated as a purchase specification item, not a vague quality expectation. In this situation, forging defects prevention should be written into drawings, purchase orders, and inspection plans.

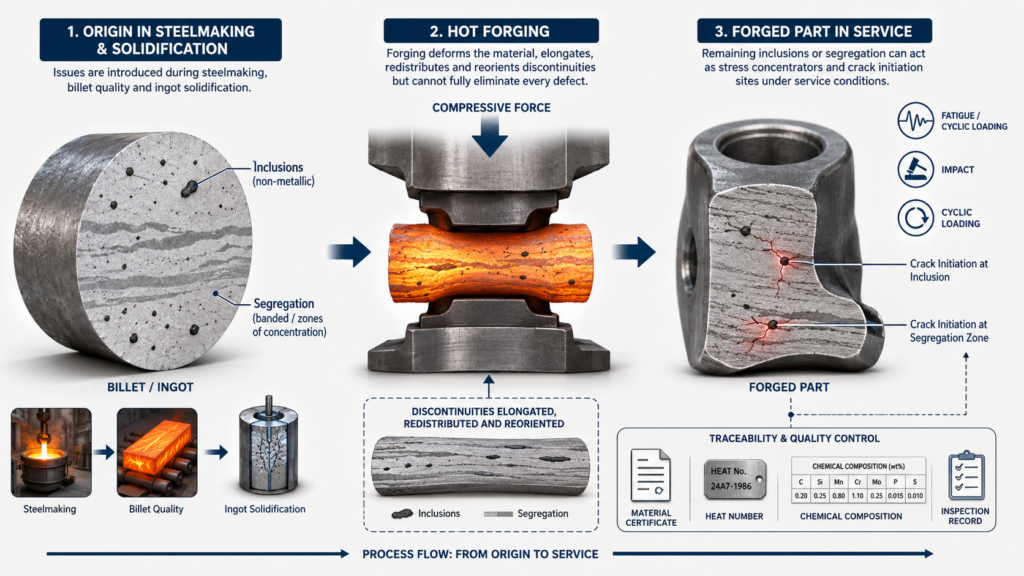
How Do Inclusions and Segregation Affect Forged Parts?
Inclusions are non-metallic particles or unwanted material trapped in steel. Segregation means chemical elements are not evenly distributed. Both can affect performance, especially when the forging works under fatigue, impact, pressure, or cyclic loading.
Inclusions and segregation may come from steelmaking, billet quality, ingot solidification, or insufficient process control before forging. Forging can change the shape and orientation of some discontinuities, but it cannot magically remove every material problem.
This is why steel forgings should be evaluated by material certificate, heat number traceability, chemical composition, and inspection records.
Forging defects prevention is not only a shop-floor forging issue. It begins with material sourcing. If the starting steel is unstable, the final forging will carry that risk into machining and service. This is why forging defects prevention should be connected to steel sourcing, not only shop-floor forming.
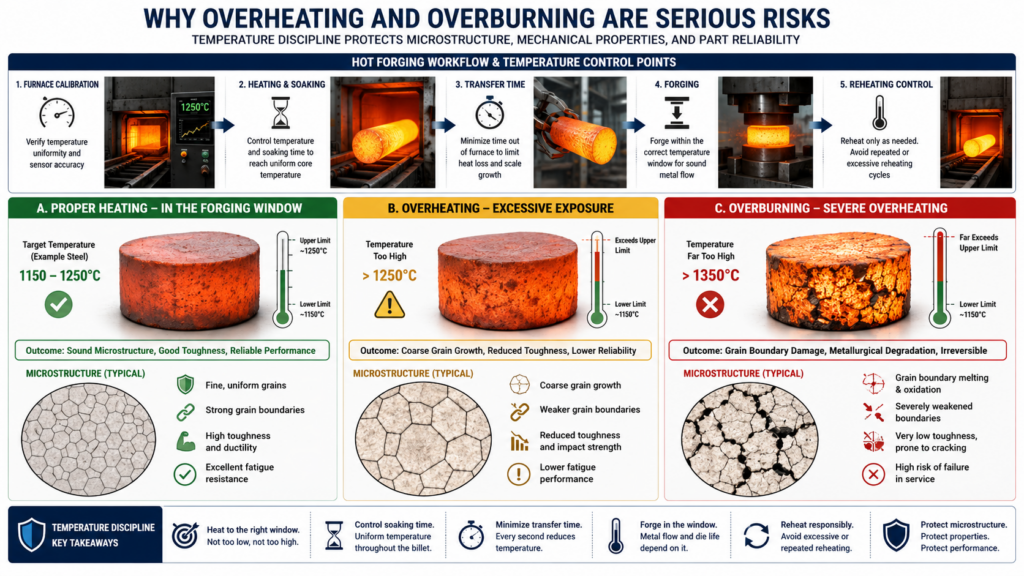
Why Are Overheating and Overburning Serious Forging Risks?
Heating is necessary for hot forging, but uncontrolled heating creates problems. Overheating can lead to coarse grain and weaker toughness. Overburning can damage grain boundaries and may not be repairable by normal heat treatment.
For steel forgings, furnace calibration, soaking time, transfer time, forging temperature window, and reheating control all matter.
Forging defects prevention should include temperature discipline. Operators should not rely only on experience when the part is large, high-value, or made from alloy steel.
How Can Process Control Reduce Forging Defects?
The best answer to how to prevent forging defects is not “inspect more at the end.” The better answer is to control the process so defects are less likely to form.
A practical process control plan should include:
1.material traceability
2.billet surface inspection
3.controlled heating
4.correct forging temperature range
5.suitable forging ratio
6.controlled deformation sequence
7.die and tooling review
8.scale removal when needed
9.controlled cooling
10.heat treatment records
11.final dimensional and NDT inspection
For one-off or engineered components, the supplier should also review drawings for sharp transitions, machining allowance, loading direction, and critical surfaces.
Forging defects prevention becomes more reliable when engineering, production, heat treatment, and inspection are connected. A defect found at the end is expensive. A defect prevented during planning is far cheaper. For export buyers, forging defects prevention is also a way to reduce claim risk before parts leave the factory.
Which Inspection Methods Detect Surface and Internal Defects?
No single inspection method catches every defect. The method should match the risk.
| Inspection Method | Best For | Limitation |
|---|---|---|
| Visual inspection | scale, surface cracks, underfill, obvious laps | Cannot detect hidden internal defects |
| Magnetic particle testing | surface and near-surface cracks in ferromagnetic steel | Only works on suitable magnetic materials |
| Liquid penetrant testing | surface-breaking defects on nonporous materials | Does not detect internal defects |
| Ultrasonic testing | internal voids, inclusions, cracks, laminations | Requires trained operators and acceptance criteria |
| Dimensional inspection | machining allowance and shape accuracy | Does not prove metallurgical soundness |
ASNT explains that ultrasonic testing uses high-frequency sound waves to detect and measure discontinuities in industrial components. This makes UT important for thick forgings where internal soundness matters.
For surface and near-surface flaws, ASNT describes magnetic particle testing as a method for detecting discontinuities in ferromagnetic materials. For open-to-surface flaws, ASNT’s page on liquid penetrant testing explains that specially formulated liquids can reveal surface discontinuities in solid, nonporous materials.
Forging defects prevention should include the right inspection method, acceptance standard, reporting format, and inspection timing.
Conclusion
Forging defects prevention is not a final inspection task. It starts with material control, continues through heating, deformation, metal flow, die design, cooling, heat treatment, and ends with the right inspection method. Cracks, laps, inclusions, porosity, overheating, and internal forging defects can all affect service life if they are ignored. For critical forged parts, buyers should ask for clear process control, traceability, and inspection records before production begins. Strong forging defects prevention gives buyers more confidence that the forged component can survive real working conditions, not just pass a visual check.
FAQ
What are the most common forging defects?
Common defects include forging cracks, forging laps, folds, inclusions, internal voids, porosity, underfill, overheating, and surface scale damage.
How can forging cracks be prevented?
Control billet quality, heating temperature, deformation amount, die design, cooling rate, and heat treatment. Cracks are easier to prevent during process planning than to repair later.
What causes forging laps?
Forging laps usually come from poor metal flow, wrong preform design, low local temperature, trapped scale, incorrect billet size, or unsuitable die design.
How are internal forging defects detected?
Internal defects are commonly checked by ultrasonic testing. UT can help detect discontinuities that cannot be seen during visual inspection.
Are all forging defects visible on the surface?
No. Some defects are internal, including voids, inclusions, porosity, and internal cracks. These require suitable nondestructive testing.