Shandong Qilu lndustrial Co.,Ltd.
Why Cheap Structural Blanks Ruin Custom Forged Components Under High-Torque Fatigue
When sourcing structural parts for high-stress drive systems, signing off on low-tier steel shapes often guarantees field failure. Relying blindly on unrefined metal shapes ignores internal weaknesses that ruin performance under heavy operational pressure. This engineering audit blueprint provides the exact metallurgical validation steps needed to secure premium custom forged components for your heavy industrial systems. Read this technical breakdown to stop overpaying for excessive secondary machining, master the mechanics of grain flow alignment, and implement a strict ultrasonic testing protocol that eliminates manufacturing scrap before assembly begins.
Table of Contents
Maximizing Fatigue Life Across Custom Forged Components
Standard cut-to-length steel shapes lack the internal structural integrity required to survive severe, multi-axis dynamic loads. When structural components face high-torque operations, sub-surface stress concentrations quickly target any micro-voids left over from initial casting. Standard stock material features broken, unidirectional grain paths that offer zero defense against fast-growing fatigue cracks.
Using precision custom forged components solves this structural vulnerability by mechanically realigning the steel’s internal matrix. Applying calculated forging ratios forced under massive hydraulic pressure bends the structural grain lines to perfectly mirror the finished shape of your parts.
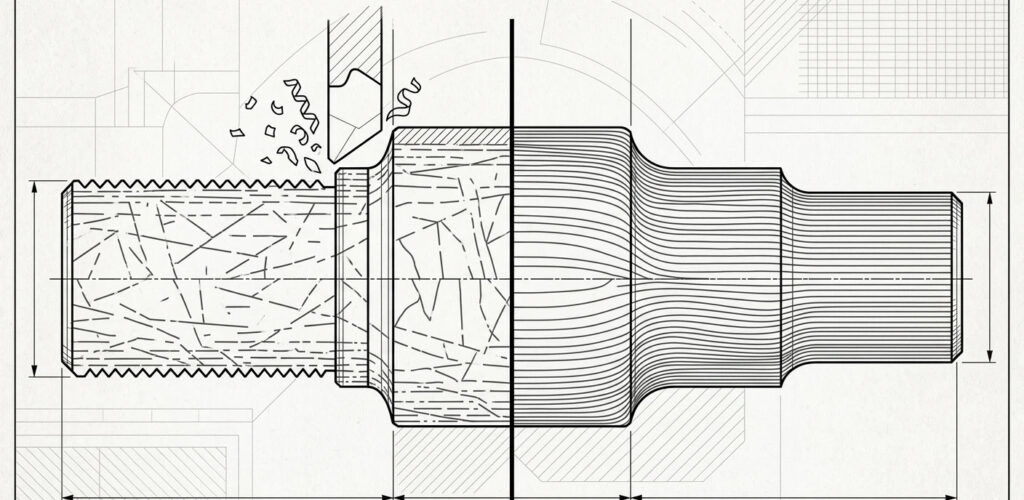
This structural uniformity drastically enhances transverse mechanical properties, making the metal highly resistant to structural fatigue. For heavy rotation shafts or critical structural bases, maintaining unbroken grain paths ensures your assets can survive millions of stress cycles without failure.
Furthermore, proper structural consolidation closes deep internal porosity within these custom forged components. This creates a completely uniform steel matrix, ensuring predictable performance during heavy machining and eliminating the risk of discovering hidden material defects during final finish grinding.
How Forged Steel Parts Reduce Failure Risk in Heavy Machinery
These same fatigue-control principles also explain why forged steel parts are often used in heavy machinery applications. Shafts, pins, rings, hooks, gear blanks, and load-bearing blocks may face repeated torque, shock loading, vibration, bending stress, and impact conditions in real service.
When grain flow is properly controlled during forging, the internal structure can follow the part geometry and load direction more effectively. This helps reduce fatigue crack growth, improve impact resistance, and support longer service life in heavy-duty machinery parts.
For a more application-focused explanation, see our guide to
Leveraging Near-Net Shape Forging Capability to Optimize Custom Forged Components Costs
Traditional free-forging methods often yield heavy, oversized metal shapes that require extensive, costly machining before assembly. Forcing your CNC workshop to carve away up to 40% of a raw metal block wastes valuable alloy and burns through expensive cutting tools. High machine-hour costs can easily turn an affordable raw forging into an expensive budget liability.
Transitioning your projects to a specialized supplier with proven near-net shape forging capability significantly reduces overall manufacturing lead times. This advanced manufacturing method utilizes custom-designed tooling to create custom forged components that closely match your final print dimensions.
By keeping dimensions tight to the final part profile, your workshop can skip multiple rough turning steps entirely. This specialized geometric accuracy yields immediate benefits across high-volume production schedules:
- Lower Raw Material Weight: Buying fewer pounds of raw steel per part slashes your baseline logistics and material expenditures.
- Reduced Machine Tool Wear: Less metal volume to remove means your finishing inserts last significantly longer, lowering tooling costs.
- Faster Production Cycles: Cutting down chip-making times directly accelerates your factory’s daily component throughput.
To verify these component geometric savings against standardized global manufacturing parameters, engineering teams should audit production tolerances using the global frameworks found in ISO 2768-1: General Tolerances for Linear and Angular Dimensions. This internationally accepted quality benchmark provides structural designers with clear limits for checking raw custom forged components dimensions before finalizing supply contracts.
Applying NDT Verification & Structural Integrity Controls to Custom Forged Components
When industrial flanges or large-diameter rings operate under high pressures, a flawless exterior finish can easily mask dangerous internal defects. Tiny sub-surface inclusions or micro-fissures can bypass simple visual inspections during production. Without a rigorous, multi-layered quality control framework, these hidden flaws will expand under field pressure, leading to sudden, expensive system failures.
Enforcing advanced NDT verification & structural integrity protocols across all custom forged components is the only reliable way to guarantee long-term field safety. Our independent quality laboratory implements strict non-destructive testing lines to catch hidden internal flaws well before custom forged components leave our facility.

To ensure your custom forged components comply with strict global safety rules, our technical facility audits incoming forged batches against the precise inspection requirements detailed in EN 10228-3: Non-destructive testing of steel forgings – Ultrasonic testing. This European testing framework defines the exact scanning paths and calibration steps needed to find tiny volumetric defects deep within heavy-walled structural parts.
By combining deep-penetration ultrasonic evaluation with high-sensitivity surface crack testing, we provide a complete protective shield for critical projects. Our detailed quality control paperwork provides the transparent engineering proof needed to secure complex infrastructure projects using certified custom forged components.
Vetting High-Tier Custom Forged Components Suppliers
Sourcing reliable, high-integrity parts requires looking beyond basic price-per-ton quotes to run thorough operational audits on your supply partners. Many factories claim advanced capabilities but lack the computerized thermal tracking equipment needed to prevent uneven grain growth during processing of custom forged components.
To help your engineering team audit global metal manufacturers, use this practical verification checklist during your next on-site facility evaluation:
1.Verify Automated Temperature Tracking: Confirm the factory utilizes non-contact infrared sensors to actively monitor metal temperatures through every heating and forging stage of custom forged components.
2.Review Comprehensive Material Traceability: Inspect the tracking system to ensure every individual custom forged components batch links directly to its original mill heat certificate.
3.Audit Certified NDT Personnel: Verify that all non-destructive testing operators hold current, independent Level II or Level III certifications under global standards like ISO 9712.
4.Evaluate Dedicated Tooling Maintenance: Check the facility’s internal tool and die repair workshop to confirm they actively monitor and correct mold wear before it ruins custom forged components dimensions.
To safely execute these complex material audits, global procurement managers should verify that their chosen manufacturing partners comply with the rigorous quality management frameworks detailed in ISO 9001: Quality Management Systems. This universal benchmark ensures a factory can deliver consistent component tracking, reliable product output, and fully documented corrective actions for premium custom forged components.
Furthermore, engineering teams should evaluate supplier metallurgical capabilities against the international standards maintained by the Open Die Forging Institute (ODFI) Quality Compliance Benchmarks. This dedicated professional framework provides specialized technical guidance for judging a manufacturer’s hot-working habits and physical testing setups.
By grounding your company’s procurement habits in these objective verification rules, you can eliminate unreliable suppliers from your supply chain. Investing time to confirm a factory’s technical competency guarantees your finished custom forged components will perform reliably under the most demanding field conditions.
conclusion
Protecting your heavy industrial machinery from sudden structural failures requires moving past cheap, generic metal shapes to implement strict quality controls at every stage of production. Opting for unverified commercial blanks often introduces hidden long-term production costs in the form of weld cracking, expensive field remediation work, and early component failures.
If you are ready to eliminate brittle fracture risks and protect your heavy equipment lines with high-purity, fully certified low-temperature structural profiles, contact our independent metallurgical testing team today to submit your technical specification sheets and request a tailored validation testing protocol for your next custom forged components batch.
FAQ
Why does a normalized heat treatment improve the structural safety of custom forged components?
Hot forging can leave behind uneven grain sizes and residual stresses across thick sections. A separate normalizing cycle reheats the component to refine the microstructure into a uniform, fine-grained matrix, restoring consistent yield strength and maximizing impact toughness across all custom forged components.
What specific data on the Material Test Certificate (MTC) confirms full ultrasonic testing compliance for custom forged components?
A valid certificate must explicitly note compliance with an accepted international standard like EN 10228-3 or ASTM A388. It must list the specific calibration block size, probe frequency, acceptance criteria class, and carry the official stamp of an authorized Level II/III inspector verifying the custom forged components.